
| 材质 | 模具钢 |
|---|---|
| 加工周期 | 40天 |
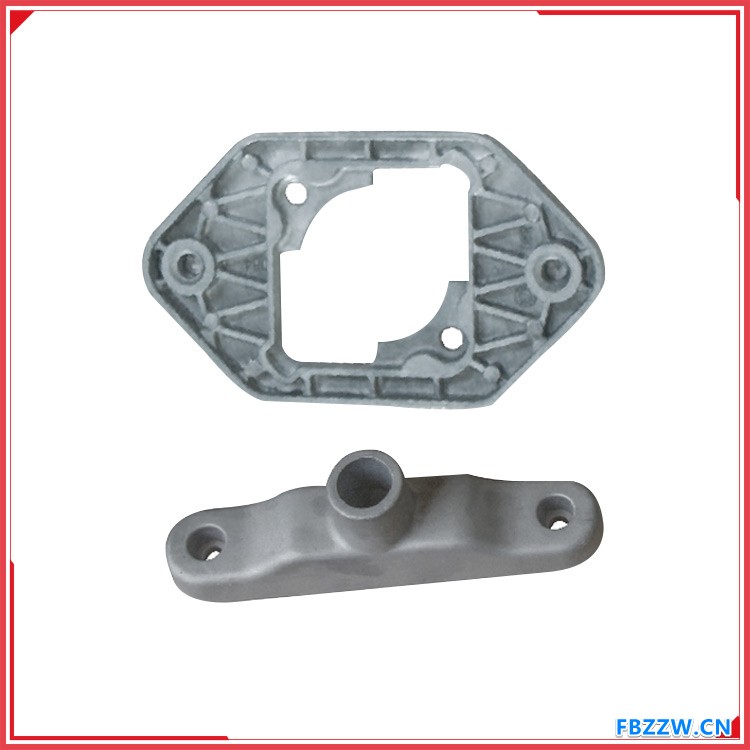
| 工艺 | 高压铸造 |
| 执行标准 | 国标 |
| 质量体系 | ISO9001 |










一、收缩率
热塑性塑料成型收缩的情势及打算如前所述,影响热塑性塑料成型压缩的身分以下:
1.1塑料品种热塑性塑料成型进程傍边由于还存在结晶化形起的体积变革,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料比较则收缩率较大,延长率范围宽、方向性明显,另外成型后的收缩、退火或调湿处理后的收缩率一般也都比热固性塑料大。
1.2塑件特性成型时熔融料与型腔表面打仗外层立即冷却形成低密度的固态外壳。因为塑料的导热性差,使塑件内层敏感冷却而形成收缩大的高密度固态层。所以壁厚、冷却慢、高密度层厚的则收缩大。另外,有无嵌件及嵌件构造、数量都直接影响料流方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小、方向性影响较大。
1.3进料口体例、尺寸、散布这些成分直接影响料流方向、密度分布、保压补缩作用及成型时间。直接进料口、进料口截面大(特殊截面较厚的)则收增加但方向性大,进料口宽及长度短的则方向性小。距进料口近的或与料流方向平行的则紧缩大。
1.4成型前提模具温度高,熔融料冷却慢、密度高、膨胀大,特别对结晶料则因结晶度高,体积改变大,故收缩更大。模温散布与塑件表里冷却及密度均匀性也有关,间接影 响到各部分紧缩量巨细及方向性。别的,坚持压力实时光对缩短也影响较大,压力大、工夫长的则收减少但标的目的性大。注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性 回跳大,故收缩也可适量的减小,料温高、压缩大,但偏向性小。因而在成型时调解模温、压力、注塑速度及冷却时候等诸要素也可恰当变化塑件收缩情形。
模具设想时把柄种种塑料的收缩范畴,塑件壁厚、外形,进料口方式尺寸及漫衍环境,按经验断定塑件各部位的收缩率,再来计算型腔尺寸。对高精度塑件及难以把持收缩率时,一般宜用以下措施计划模具:
①对塑件外径取较小收缩率,内径取较大收缩率,以留有试模后修改的余地。
②试模判定浇注系统形式、尺寸及成型条件。
③要后处理的塑件经后处置确定尺寸变更状态(测量时必需在脱模后24小时以后)。
④按事实收缩状况矫正模具。
⑤再试模并可适本地修改工艺条件略微修正收缩值以满足塑件要求。
二、流动性
2.1热塑性塑料流动性大小,一般可从分子量大小、熔融指数、阿基米德螺旋线流动长度、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数举办分析。分子量小,分子量分布宽,分子布局规整性差,熔融指数高、螺流动长度长、表现粘度小,流动比大的则流动性就好,对同一品名的塑料必须检查其说明书判断其流动性是否适用于注塑成型。按模具设计要求大要可将常常应用塑料的流动性分为三类:
①流动性好 PA、PE、PS、PP、CA、聚(4)甲基戍烯;
②流动性中等 聚苯乙烯系列树脂(如ABS、AS)、PMMA、POM、聚苯醚;
③活动性差 PC、硬PVC、聚苯醚、聚砜、聚芳砜、氟塑料。
2.2各种塑料的流动性也因各成型因素而变,主要影响的因素有如下几多点:
①温度料温高则流动性增大,但差别塑料也各有不同,PS(尤其耐袭击型及MFR值较高的)、PP、PA、PMMA、改性聚苯乙烯(如ABS、AS)、PC、CA等塑料的流动性随温度变更较大。对PE、POM、则温度增减对其流动性影响较小。所过去者在成型时宜调治温度来控制流动性。
②压力注塑压力增大则熔融料受剪切感召大,牢固性也增大,特别是PE、POM较为敏感,所以成型时宜调节注塑压力来操纵运动性。
③模具结构浇注零星的形式,尺寸,部署,冷却体系打算,熔融料流动阻力(如型面光明度,料道截面厚度,型腔形状,排气系统)等因素都直接影响到熔融料在型腔内的实际流动性,凡促使熔融料降低温度,增加流动性阻力的则流动性就降落。模具假想时应根据所用塑料的流动性,选用公平的结构。成型时则也可控制料温,模温及注塑压力、注塑速率等因素来适当地调理填充情况以满足成型需要。
三、结晶性
热塑性塑料按其冷凝时无浮现结晶气象可分辨为结晶型塑料与非结晶型(又称无定形)塑料两年夜类。
所谓结晶征象即为塑料由熔融状况到冷凝时,分子由独立移动,完全处于无次序状态,变因素子停止自由勾当,按稍微坚固的位置,并有一个使分子摆设成为正规模型的倾向的一种景象。
作为断定这两类塑料的外不雅观标准可视塑料的厚壁塑件的透明性而定,畸形结晶性料为不透明或半透明(如POM等),无定形料为透明(如PMMA等)。但也有例外情况,如聚(4)甲基戍烯为结晶型塑料却有高通明性,ABS为无定形料但却实在不透明。
在模具设计及抉择注塑机时应重视对结晶型塑料有以下要求及留心事故:
①料温上升到成型温度所需的热量多,要用塑化才干大的设备。
②冷却回化时放出热量大,要充分冷却。
③熔融态与固态的比重差大,成型收缩大,易发生缩孔、气孔。
④冷却快,结晶度低,收缩小,透明度高。结晶度与塑件壁厚有关,壁厚则冷却慢,结晶度高,收缩大,物性好。以是结晶性料应按请求必须节制模温。
⑤各向异性显明,内应力大。脱模后未结晶化的份子有连续结晶化偏向,处于能量不平衡情况,易发作变形、翘曲。
⑥结晶化温度范围窄,易发生未熔料末注入模具或堵塞进料口。
四、热敏性塑料及易水解塑料
4.1热敏性系指某些塑料对热较为敏感,在高温下受热时分较长或进料口截面太小,剪切作用大时,料温增高易发生变色、降解,剖析的倾向,存在这类特点的塑料称为热敏性塑料。如硬PVC、聚偏氯乙烯、醋酸乙烯共聚物,POM,聚三氟氯乙烯等。热敏性塑料在分解时发生单体、气体、固体等副产物,分内是有的分解气体对人体、配置、模具都有抚慰、堕落作用或毒性。因此,模具设计、决定注塑机及成型时都应留心,应选用螺杆式注塑机,浇注系统截面宜大,模具跟料筒应镀铬,不得有*角滞料,必须严格控制成型温度、塑猜中加入牢固剂,减弱其热敏性能。
4.2有的塑料(如PC)即使含有大量水分,但在高温、低压下也会发生分解,这类功效称为易水解性,对此必须预先加热单调。
五、应力开裂及熔体破裂
5.1有的塑料对应力敏感,成型时易产生内应力并质脆易裂,塑件在外力作用下或在溶剂作用下即发生开裂现象。为此,除在原料内加入添加剂提高开抗裂性外,对质料应过细枯燥,合理的筛选成型条件,以增长内应力和增加抗裂性。并应弃取合理的塑件形状,不宜设定嵌件等方法来尽管镌汰应力汇合。模具设计时应增大脱模斜度,选用公道的进料口及顶出机构,成型时应适当的调理料温、模温、注塑压力及冷却时间,尽量预防塑件过于冷脆时脱模,成型后塑件还宜停止后处置惩罚提高抗开裂性,消除内应力并禁止与溶剂接触。
5.2当必定融熔体流动速度的聚合物熔体,在恒温下经由喷嘴孔时其流速超出某值后,熔体名义产生明显横向裂纹称为熔体粉碎,有损塑件表面及物性。故在选用熔体固定速度高的聚合物等,应增大喷嘴、浇道、进料口截面,增添注塑速率,进步料温。
六、热机能及冷却速度
6.1各种塑料有不合比热、热传导率、热变形温度等热功能。比热高的塑化时须要热量大,应选用塑化本事大的注塑机。热变形温度高塑料的冷却功夫可短,脱模早,但脱模后要防备冷却变形。热传导率低的塑料冷却速度慢(如离子聚合物等冷却速度极慢),故必须充分冷却,要加强模具冷却成果。热浇道模具适用于比热低,热传导率高的塑料。比热大、热传 导率低,热变形温度低、冷却速度慢的塑料则不幸于高速成型,必须选用适当的注塑机及增强模具冷却。
6.2各类塑料按其种类特征及塑件形状,要求必须保持得当的冷却速度。所以模具必须按成型要求设定加热跟冷却系统,以连结必定模温。当料温使模温下降时应予冷却,以防范塑件脱模后变形,延伸成型周期,高涨结晶度。当塑料余热缺少以使模具保持一定温度时,则模具应设有加热系统,使模具保持在一定温度,以控制冷却速度,保证流动性,改进添补条件或用以掌握塑件使其缓慢冷却,避免厚壁塑件内外冷却不匀及提高结晶度等。对流动性好,成型面积大、料温不匀的则按塑件成型情况偶尔需加热或冷却交替应用或局 部加热与冷却并用。为此模具应设有呼应的冷却或加热零碎。
七、吸湿性
塑料中因有各种增添剂,使其对水分有差异的亲疏程度,所以塑料大致可分为吸湿、粘附水份及不吸水也不轻易粘附水分的两种,料中含水量必须控制在允许范围内,不然在高温、高压下水分变成气体或发生水解感化,使树脂起泡、流动性下降、名义及力学性能不良。所以吸湿性塑料必须按恳求采用切当的加热方法及尺度结束预热,在利用时防止再吸湿。


林江集团旗下黄骅格鲁博压铸有限公司,成立于2009年3月,公司座落于东临渤海、西界太行、南近山东、北倚京津的黄骅经济技术开发区,所在地区完善的基础设施、良好的投资环境、便捷的海陆交通为企业提供了便利的发展平台,公司总占地面积69266平方米,注册资金910万元人民币,是一家集生产与销售为一体的综合型企业。
黄骅格鲁博压铸有限公司主要经营范围为生产、加工、销售厨房炊具、各类汽车配件、摩托车配件及各类铝合金压铸件、注塑件等,产品远销欧美、东南亚以及非洲等地。目前人才储备丰富,设备齐全,技术先进,管理经验日益增长,自身实力不断增强,都为企业进一步的发展奠定了坚实的基础。
作为本地区同行业的标杆型企业,依托压铸模具的制造和生产,通过人才创新、技术革新不断提升产品质量标准,致力于使整个生产工艺流程与国际技术领域接轨,推动黄骅乃至全国铝合金压铸行业向高层次方向扩展,向高、精、尖技术领域延伸。
黄骅格鲁博压铸有限公司以“以品质占领市场,以实力铸就未来”为企业宗旨,以“铸造精品,永无止境”为指导思想,以“实现环球贸易”为企业发展目标,充分扩大格鲁博压铸有限公司在中国地区以及国外各大市场的影响力,力争在不远的将来成为铝合金压铸行业和汽车制造行业的佼佼者。